

Powder coating infrared cure is gaining increased attention from coaters as a result of shorter cure cycles and the possibility of smaller floor space requirements when compared to convection oven curing.
Although there are exceptions, curing powder coating with infrared alone isn’t always ideal : infrared curing applies light energy to the part surface by direct transmission from an emitter. Some of the energy emitted will be reflected off the surface, some is absorbed into the polymer and some is transmitted into the substrate. This direct transfer of energy creates an immediate reaction in the polymer and crosslinking begins quickly once the surface is exposed to the emitter. See Infrared Oven Suppliers here
Although IR ovens can cure a coating much faster than convection, differences in the part structure and mass will affect the results.

Light energy is dependent on a precise and consistent relationship to the product for even distribution of energy and uniform curing. Areas of a part that are obscured from the emitter by their geometry will not heat up at the same pace as areas that are flush to the emitter. The distance of the part surface to the emitter will also have a profound influence on the curing of the coating.
For these reasons, IR is seldom ideal as a 100% cure option for powder coating but it can be very useful when used with convection to accelerate the cure. Ovens that use some IR in combination with convection can provide some of the benefits of both technologies.
There are certain situations where IR is the best cure method. When the part is very heavy and consistent in shape, IR emitters can be arranged in a pattern that can raise the surface temperature much faster than convection and cure in much less time. IR may be the only practical way to cure certain types of parts by providing a much shorter cycle time.
For systems that run only one product IR can work very well. This is especially true of parts with even surfaces that can be run through the oven with a consistent relationship to the emitter.
In cases where a variety of products with different shapes and masses is coated, IR alone will require frequent adjustments to the position and intensity of the emitters.
Powder cure ovens are usually all or part convection type to provide the necessary flexibility for part size, mass and shape.
 Infrared waves are kind of electromagnetic radiations that consist of longer wavelengths than visible light. Infrared energy is a form of electromagnetic radiation, located on the electromagnetic spectrum between visible light and microwaves and measured in microns.
Infrared waves are kind of electromagnetic radiations that consist of longer wavelengths than visible light. Infrared energy is a form of electromagnetic radiation, located on the electromagnetic spectrum between visible light and microwaves and measured in microns.
The three wave lengths of infrared, low, medium and high, will emit energy that will be absorbed by the organic coating, reflected from the surface, or transmitted into the substrate.
The actual behavior of IR energy depends on the wavelength, the distance between the substrate and the emitter, the mass of the part and the surface area. The surface of a part with a low mass/high surface area will heat up very quickly when exposed to IR, while a part with a lot of mass and not much surface area will react more slowly.
Short wave IR provides high electromagnetic energy levels. This intense band of electromagnetic energy does not provide much flexibility in the cure cycle.
Long wave IR has low electromagnetic energy levels, providing less surface heating than short wave or medium wave.
The most efficient use of IR energy is absorption by the coating. Higher absorption rates are usually found in the medium wavelength, 2.3 to 3.3 microns. Typically, testing should be done to determine the best setting, measured in microns on the electromagnetic scale.

A radiant preheat zone at the entrance end of the cure oven can be an excellent enhancement. Curing will begin immediately and can be accomplished faster than convection heating alone. Radiant cure can be energy efficient if properly designed because it does not waste Btu’s to heat the entire substrate or the surrounding air.
In most cases where there is a lot of product variety, curing with radiant emitters alone is not practical. The variety of shapes and sizes require convection heating to ensure that all areas reach the cure window temperature and no area is overheated.
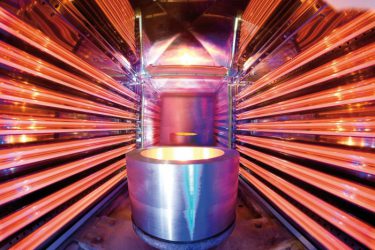
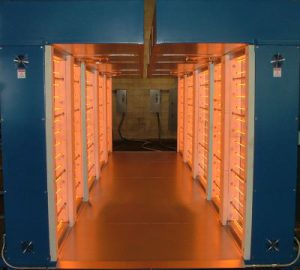
High purity (quartz lamp emitter) IR ovens are very effective for this purpose and the bring up, or response time, is instant. The emitters can be arranged in zones for different part geometries. Turning on different numbers of emitters within a zone can vary the energy levels. The zone control can be turned on by a remote controller or operated manually.
Gas fired radiant emitters work very well also. Like quartz lamps, they can be purchased in modular sections, they can be zoned, and they have a fast response time. The Btu’s required to operate a gas-fired IR emitter will typically cost less than the kilowatt-hours required for electric infrared emitters.
Infrared preheat zones for powder cure ovens are typically around 30 to 60 seconds. For exact process requirements, testing must be performed.


{kind=link}